
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号

钢结构构件或部件之间的衔接方法有很多,例如其中的焊接方法,它具有高温、高压、具有杰出的密封性的优点,今天咱们就来详细了解一下焊接工艺,感兴趣的朋友能够看一下,以下是小编搜集相关资料总结的:1、选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,经过焊接工艺实验验证。2、整理焊口:焊前查看坡口、拼装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。3、烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。4、焊接电流:根据焊件厚度、焊接层次、焊条类型、直径、焊工熟练程度等要素,选择适合的焊接电流。5、引弧:钢结构角焊缝起落弧点应在焊缝端部,宜大于10mm,不该随便打弧,打火引弧后应立即将焊条从焊缝区摆开,使焊条与构件间坚持2~4mm间隙产生电弧。6、焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣坚持等距离(2~3mm) 为宜。

钢结构工程是主要的建筑结构类型之一,平常咱们也经常见到和听到,可是它详细包括哪些关于咱们这些外行人都不是很清楚,不过接下来这篇文章就为咱们介绍了相关内容,以协助咱们了解。1、预埋螺栓,要做好埋件交代记录;2、焊接结点,咱们要提交焊缝检测报告;3、结构防腐工程,做好结构防腐(防火)涂层隐蔽记录;4、支座安装工程,做好支座安装隐蔽验收记录;5、还有抗滑移检测等等,详细的仍是要看工程。不管是简单的仍是杂乱的钢结构工程大体都包含以上内容,可是仍是要看详细的工程。

无论是防腐处理仍是防火涂料的涂刷,构件关于生锈部位都应进行除锈的处理,依据实践使用要求确定除锈的程度,除锈和防锈处理应契合有关规定。钢结构工程表面的杂物应铲除干净,其衔接处的缝隙使用防火涂料或其他防火材料填补堵平后方可施工。施工防火涂料应在室内装修之前和不被后继工程所损坏的条件下进行。施工时,对不需作防火维护的部位和其他物件应进行遮蔽维护,刚施工的涂层,应避免脏液污染和机械撞击。最后还有一点,气候会直接影响到钢结构工程的施工,施工进程中和涂层干燥固化前,环境温度宜保持在5~38°C ,相对湿度不宜大于90% , 空气应流转。当风速大于5m/s ,或雨天和构件表面有结露时,钢结构工程不宜进行防火涂料涂刷。钢结构工程的防火涂料的涂刷使我们的安全有了必定的保障,假设发作火灾时,它需要保证内部人员能有充足的时间逃生,因此它的施工十分重要,相关工作人员必定要引起满足的重视。
防委曲支撑与普通支撑是有差异的:钢结构在水平荷载,如风荷载、地震效果、温度效应等的效果下,支撑的内力会在受压和受拉两种状态下往复改变。普通钢支撑受压会发生委曲现象,当支撑受压委曲后,刚度和承载力会急剧降低。当支撑按压杆规划时,为满意承载力规划要求,要确保支撑在受压状态下不发生失稳地破坏。这样,支撑需要选择较大截面,而在受拉状态下截面利用率很低。通过文中解说的内容,我们能够大体了解到这种钢结构工程的防委曲支撑对全体工程的意义,我们能够通过文中解说的内容进行大体了解,在以后的操作运用中能够依据文中解说的内容进行实践。

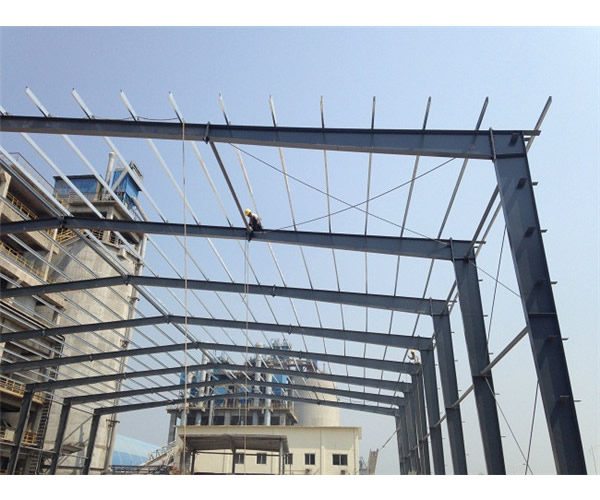
钢结构工程因其本身长处,在桥梁、工业厂房、高层修建等现代修建中得到广泛应用,在很多的工程建设过程中,钢结构工程在施工装置时也暴露出不少质量通病,大多数都是由于施工人员不谨慎操作引起的,为确保工程质量,需要对施工人员有一定的技能要求,本文从钢结构工程常见的问题下手,为我们详细叙述,并附带具体的解决方法。1.构件的出产制作问题2.柱脚装置问题①预埋件(锚栓)问题现象:全体或布局偏移;标高有误;丝扣未采纳保护措施。直接形成钢柱底板螺栓孔不对位,形成丝扣长度不够措施:钢结构工程施工单位协同土建施工单位一起完成预埋件工作,混凝土浇捣之前。必须复核相关尺寸及固定牢固②锚栓不笔直现象:框架柱柱脚底板水平度差,锚栓不笔直,根底施工后预埋锚栓水平差错偏大。柱子装置后不在一条直线上,杂乱无章,使房子外观很丑陋,给钢柱装置带来差错,结构受力受到影响,不符合施工检验标准要求。措施:锚栓装置应坚持先将底板用下部调整螺栓调平,再用无缩短砂浆二次灌浆填实,国外此法施工。所以锚栓施工时,可采用出钢筋或者角钢等固定锚栓。焊成笼状,完善支撑,或采纳其他一些有效措施,防止灌溉根底混凝土时锚栓移一位。③锚栓衔接问题现象:柱脚锚栓未拧紧,垫板未与底板焊接;部分未露2~3个丝扣的锚栓。措施:应采纳焊接锚杆与螺帽,在化学锚栓外部,应加厚防火涂料与隔热处理,以防失火时影响锚固功能;应补测根底沉降观测资料。

钢结构工程是现在修建工程中,最受欢迎的一种修建形式,在很多方面的应用都有着良好的应用作用,那么这种工程假如不注意操作方法也会产生裂缝,那么这种产生裂缝的原因是什么呢?下面这篇文章为大家讲解。1、厚工件施焊前预热不到位,道间温度控制不严,是导致钢结构工程焊缝出现裂缝的原因之一。工件施焊时,第一个焊道焊上去今后,往往还在从液态向固态凝结的过程中,特别是在焊缝金属抵达凝结温度前后的短暂时间里,就被工件的大拘束力所拉断。2、熔池里存在偏析现象,这时偏析出来的元素多数为低熔点共晶体和杂质。这种低熔点共晶体和杂质往往最后才凝结,而他们凝结后的强度极低,焊道便是在这个时分被工件的拘束力拉裂的。这便是厚工件焊接时会出现凝结裂纹的原因。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
