
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号

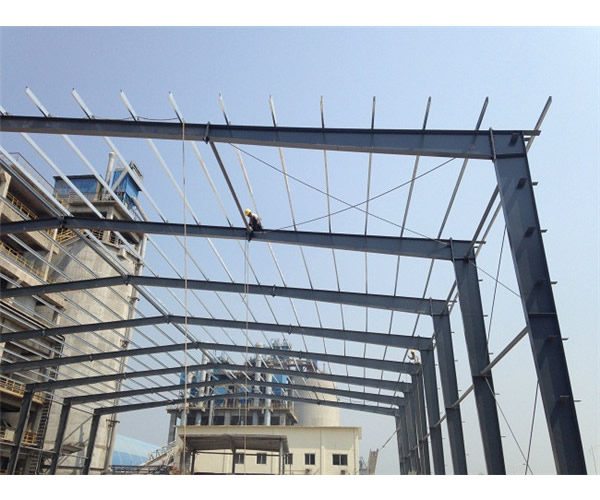
钢结构工程结构杂乱,具有高度高、柱距大的特色,内设吊车起重量大,在冶金、造船、典礼、机械等工业厂房规划中广泛选用。在重型工业厂房规划中,一般横向选用单(多)层多跨钢结构框架(排架)方式,纵向选用柱与柱间支撑的方式。柱间支撑在厂房规划中一般作为纵向抗侧力构件,为框架钢结构工程供给侧刚度和承载力。为解决一般钢结构工程支撑受压委曲的问题,在钢结构工程支撑外部套管,束缚支撑的受压委曲,就构成防委曲支撑。防委曲支撑仅芯板与其他构件连接,所受的荷载全委曲,使芯板在受拉和受压下均能进入委曲,使钢支撑在受拉和受压时功能一致,皮面一般支撑、压承载力差异显著的缺点,可大大提高钢材的利用率。

确定截面后,需求核算出实践的延性,这是因为实践选取的截面会大于核算所要求的界面,所以实践延性会低于理论延性。规划与侧向单元联接的柱和其他主要构件,为满足“强柱”的要求,使用最大或许的侧向单元的力,即考虑侧向单元的极限承载力。规划地基,如果地质杰出,如岩石,可以在最终规划。规划隔板,当然考虑是刚性的还是半刚性的,隔板的破毁将导致结构脆性破坏或倒塌,所以规划思路是不能屈从,有必要在线性范围内,其涉及内容有支柱,弦,衔接款式,剪切衔接件等等。由于钢结构节点传力会集、结构杂乱,施工难度大,容易形成应力会集、强度不均衡现象,所以的抗震规划是很有必要的,大家在使用这种产品进行防震方面的规划的时候,可以依据文中供给的原则进行结构规划。

焊丝焊剂的组配对母材不合适(母材含碳过高、焊缝金属含锰量过低)会导致焊缝呈现裂纹。焊接中履行焊接工艺参数不妥(例:电流大,电压低,焊接速度太快)引起焊缝裂纹。大型钢结构加固厂家没有有效地操控钢材和焊接材料中的硫S和磷P的含量,也是导致焊缝中呈现裂纹的原因之一。不注重焊缝的形状系数,为加快进度而任意削减焊缝的道数,也会造成裂纹。规则该用多道焊的,私行改为多层焊,往往会导致焊缝开裂。未按规则烘焙焊接材料,往往会使焊缝中呈现氢致裂纹。关于这种钢结构工程呈现焊接裂缝的原因,就是文中给出的内容了,而且大型钢结构加固厂家的一级焊缝和二级焊缝不得存在外观裂纹等缺陷,三级焊缝外观允许存在长度簇5mm的弧坑裂纹。外观查看发现裂纹时,应对该批中同类焊缝进行100%的表面检测。对置疑的部位进行表面探伤。
铸钢节点的焊接,铸钢节点与钢管的焊接为两种不同原料的焊接,为了确保焊接质量,不只要严厉控制铸钢原料中C、S、P的含量,并且对焊条挑选、焊接工艺都要进行严厉评定。焊条首要依据铸钢节点与钢管的原料功能挑选,焊条在使用前应进行烘干处理。焊接工艺首要从试件组对、试件校正、预留焊接缩短量、焊接定位、焊前防护、整理、预热、焊接、保温、检验等工序进行严厉控制。钢结构的铸钢节点的许多优势已为国内外的很多工程实践所证明。该节点由于在厂内全体浇铸,不只可依据修建与结构的需求铸造出各种复杂的外形,并且可免去相贯线切割及重叠焊缝焊接引起的应力会集,因而节点在不同结构形式、不同跨度的空间结构中得到了前所未有的开展,在今后的修建工程的开展大将会有更大的使用。

钢结构工程现在成为了一种年轻而具有生命力的钢结构体系,应用领域十分广泛,想要建筑能持久稳定使用首先要做好防腐办法。钢结构工程的防腐可分为钢构件的防腐和围护体系的防腐两大部分,下面是详细内容:钢构件的防腐,的防腐处理大部分在工厂制造时完成北方地区或许比较干燥的环境,也可以添加底漆一道干膜厚度到达70-80微米,取消中间漆。防腐处理可分为除锈→涂底漆→中层漆→面漆几个工序来完成。依据轻钢结构建筑的用处、地理位置、气候条件的不同,来确定防腐方案和各个工序的基本要求。抛丸(或喷砂)处理的钢构件表面一般要到达国家标准Sa2.5级以上,最低不低于Sa2级,处理后的构件8小时内要开端涂刷底漆,底漆一般选用红丹醇酸防锈底漆、无机富锌底漆和环氧富锌底漆,防腐才能较好的是富锌底漆,干漆膜中锌粉含量可到达80%以上,起到很好的阴极保护效果,防止电化锈蚀。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
