
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号

大家知道现在被广泛应用在建筑规划上,这种结构被应用在建筑上,那就需求必定的防震规划,那么这种结构的防震规划是什么样的呢?很多人对这方面的问题还不是特别的了解,下面这篇文章为大家具体解说,大家一起来了解一下吧。1.进行动力学剖析获得有必要的侧向力,在核算前有必要有最基本的结构要素,尤其是结构的自重和侧向传力体系要有清晰的方案。最简单的动力学剖析是底部剪力法,这经过核算各楼层的自重和散布核算得出。更为盛行的是实用软件进行线性模态剖析。模态剖析依赖于结构的自重,侧向力单元的散布和刚度。2.规划侧向传力单元,从动力学中获得的力需求考虑侧向力单元的延性来折减。延性系数由规范规则,留意不能太保存规划,最为整个建筑的耗能结构,侧向单元只需满足侧向力核算即可。原因是截面过大会降低结构延性,而且所有其他的构件都会受到影响。
钢结构构件或部件之间的衔接方法有很多,例如其中的焊接方法,它具有高温、高压、具有杰出的密封性的优点,今天咱们就来详细了解一下焊接工艺,感兴趣的朋友能够看一下,以下是小编搜集相关资料总结的:1、选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,经过焊接工艺实验验证。2、整理焊口:焊前查看坡口、拼装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。3、烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。4、焊接电流:根据焊件厚度、焊接层次、焊条类型、直径、焊工熟练程度等要素,选择适合的焊接电流。5、引弧:钢结构角焊缝起落弧点应在焊缝端部,宜大于10mm,不该随便打弧,打火引弧后应立即将焊条从焊缝区摆开,使焊条与构件间坚持2~4mm间隙产生电弧。6、焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣坚持等距离(2~3mm) 为宜。

两管对口轴向间隙,当管壁厚度为3~5毫米时为1~1.5毫米;管壁厚度为5~9毫米时为1.5~2毫米;管壁厚度9毫米以上时为2~3毫米。直缝焊接钢管对口焊接时,其纵向焊缝应相互错开不小于100毫米。采用法兰联结时,法兰面应与管道中心线垂直,接口的两个法兰面应相互平行。法兰垫圈的厚度,规划无规守时,橡胶石棉垫圈或纤维垫圈不应大于3毫米,橡胶垫圈的厚度为3~5毫米。垫圈的内径应与管子内径相适,外径应与螺栓相触摸。法兰接口不得埋在土中,应安设在检查井中或地沟内,特殊情况下必须埋在土中时,应采取恰当保护措施。钢结构的功能优势强大,但是在焊接节点的构造上需求留意的问题是很重要的,必须牢记,因为毕竟是建筑材料,一点的失误就可能造成全体建筑的完整性方面的问题,所以在一切细节的问题都要留意。

钢结构在市场中取得了突破,逐步取代传统建筑进入住宅建设领域。由于钢结构独特的产品特点和技术性能,使其能够在众多相似产品中脱颖而出,之前的文章为大家介绍过产品特点的知识,本文主要对钢结构技术性能进行讲述:保温节能技术,钢结构为确保达到保温效果,在建筑物的外墙和屋面中使用的保温隔热材料能长期使用并能保温隔热。建筑轻钢结构住宅一般除了在墙的墙柱间填充玻璃纤维网格布外,在墙外侧再贴一层保温材料,有效隔断了通过墙柱至外墙板的热桥;楼层之间搁栅内填充玻璃纤维,减少通过楼层的热传递;所有内墙墙体的墙柱之间均填充玻璃纤维,减少户墙之间的热传递。

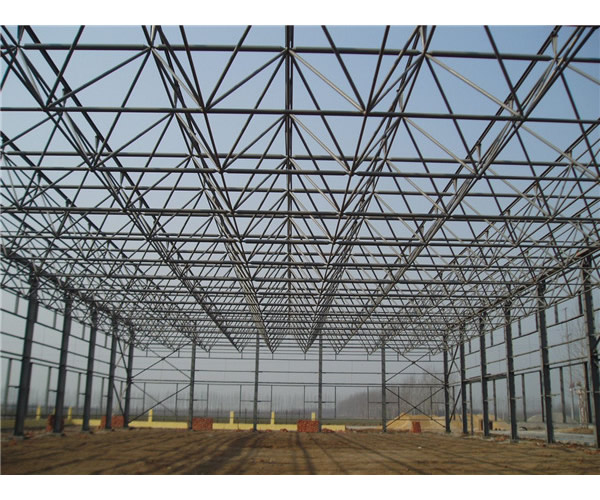
管桁架结构的结构核算:规划根本规定,立体桁架的高度可取跨度的1/12~1/16;立体拱架的拱架厚度可取跨度1/20~1/30,矢高可取跨度的1/3~1/6。弦杆(主管)与腹杆(支管)及两腹杆(支管)之间的夹角不宜小于30°。核算原则,钢结构中管桁架结构应进行重力荷载及风荷载效果下的内力、位移核算。并应根据具体情况,对地震、温度改变、支座沉降及施工安装荷载等效果下的位移、内力进行核算,内力和位移可按弹性理论,采用空间杆系的有限元方法进行核算。静力核算,管桁架结构应经过位移、内力核算后进行杆件截面规划,如杆件截面需要调整应重新进行规划,使其满足规划要求。抗震核算,在单维地震效果下,进行多遇地震效果下的效应核算时,可采用复兴分解反应谱法,关于体形杂乱或重要的大跨度结构应采用时程剖析进行弥补核算。以上内容就是钢结构中管桁架结构的规划特色。为了保证其的安全以及美观,规划时应该把握管桁架的受力特色。经过上述内容希望能够让您对产品更加的了解,以方便更好的运用。

钢结构是一种新兴的材料结构,因为其具有坚固,施工方便等方面的优点被很多建筑行业和厂家喜爱,钢结构在焊接节点的构造要求是什么?是钢结构制造安装等需要钢结构材料的领域需要了解的问题,那么下面这篇文章为大家详细介绍该材料焊接节点的构造要求。钢结构焊接采用刚性较小的节点形式,避免焊缝密集和双向、三向相交;根据不同焊接工艺方法合理选用坡口形状和尺寸。焊缝位置避开高应力区;便于焊接操作,避免仰焊位置施焊;尽量减少焊缝的数量和尺寸;焊缝的布置对称于构件截面的中和轴;制作与安装单位承担钢结构焊接工程施工图设计时,应具有与工程结构类型相适应的设计资质等级或由原设计单位认可。钢结构制造安装采用焊接联结时,壁厚在5毫米以上的管道,其对口焊接接口的端部应有30~35°的坡口,靠里皮边缘上应留有1~2毫米厚的钝边。坡口可用机械或气焊加工,气焊加工的渣屑应清除,不平处应打磨平整。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
