选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号
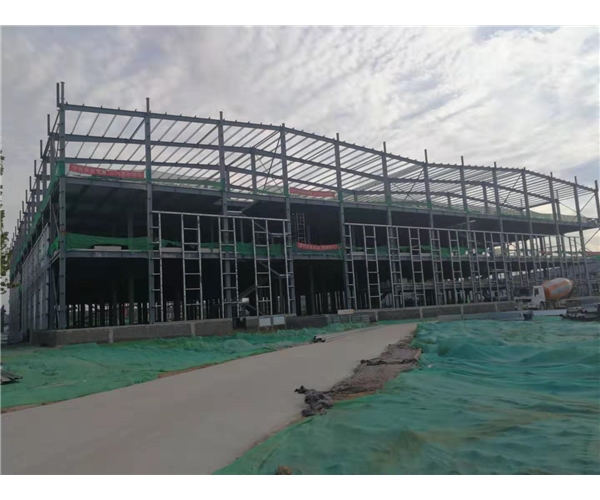
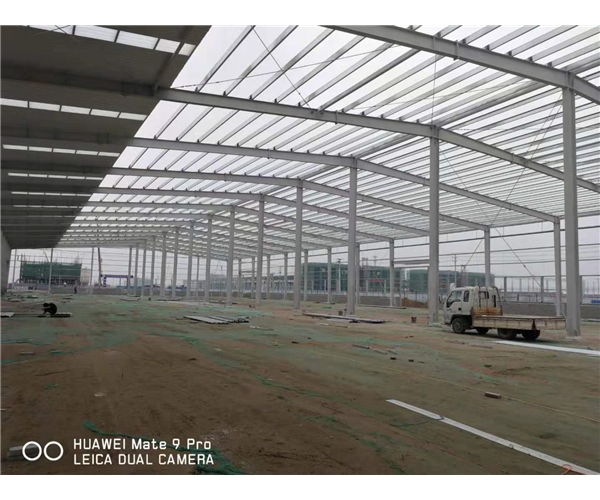
在此之前,我们已经为大家普及了钢结构厂房的施工工艺。那么,钢结构构件的生产工艺呢?
钢结构构件的制造工艺复杂,主要工序有:放样、下料、计算机编程、拼接、数控切割、装配、埋弧焊、钻孔、装配、校正成型、铆接件下料、制造装配、焊焊检验、防锈处理、涂装、编号、验收交付等。每个环节都很重要。
1.放线是钢结构厂房制造过程中的一道工序,尺寸精度是后续工作顺利进行的保证。因此,在放线之前,您应该熟悉图纸,并仔细检查图纸各部分的尺寸是否有差异。样件制造完成后,应标注图号、零件名称、零件号、位置、材料品牌、规格和加工符号等。,以免下料混乱。
2.装配面板时,应考虑焊缝的收缩,并根据自动切割或手动切割的要求,释放2~3 mm的余量。焊接前,应注意清理铁锈、油渍、毛刺等。在焊缝处,应按要求进行坡口处理。一般单槽为55±5。只有清洗焊丝才能保证焊接质量。

3.装配时应注意翼腹板的焊接应错开200 mm以上,点焊的间距一般为300mm ~ 400mm,焊条的型号应与零件的材质相匹配。
4.用钢模钻孔和用钻床钻孔可以提高工作效率,保证零件质量。由于钢结构安装时预留给A、B级螺栓的孔要有H12精度,所以对制孔精度要求较高。
5.更正。钢材切割或焊接后,应根据实际情况校正平整度,平整度不得超过900℃。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1