选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号
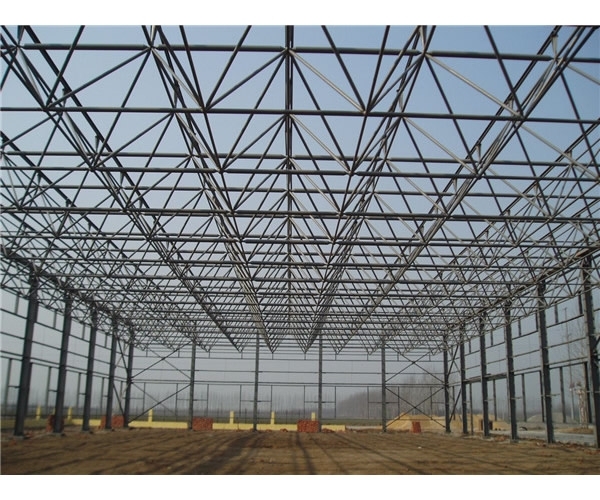
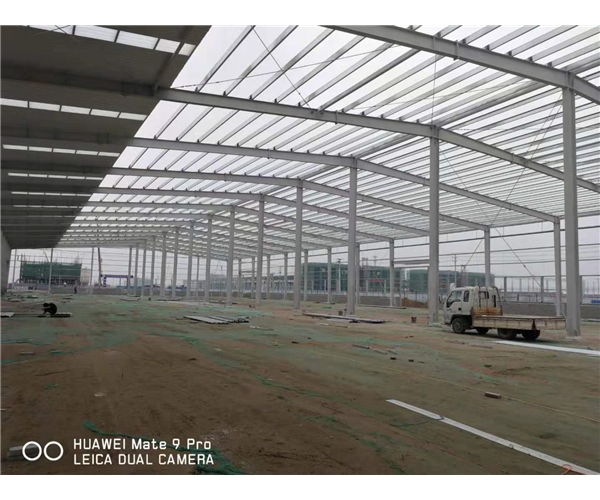
沧州钢结构加工时制孔的方法有哪些?
一、钢结构件制孔优先采用钻孔,当证明某些材料质量、厚度和孔径,冲孔后不会引起脆性时允许采用冲孔。钻孔是在钻床等机械上进行,可以钻任何厚度的钢结构构件(零件)。钻孔的优点是螺栓孔孔壁损伤较小,质量较好。
二、钢结构加工制造中,冲孔一般只用于冲制非圆孔及薄板孔,冲孔的孔径必须大于板厚,厚度在5㎜以下的所有普通钢结构件允许冲孔,次要结构厚度小于12㎜允许采用冲孔。在冲切孔上,不得随后施焊(槽形),除非证明材料在冲切后,仍保留有相当韧性,则可焊接施工。一般情况下在需要所冲的孔上再扩孔时,则冲孔必须比指定的直径小3㎜。
三、钢结构加工要求精度较高时、板叠层数较多、同类孔较多时,可采用钻模制孔或预钻较小孔径、在组装时扩孔的方法,当板叠小于5层时,预钻小孔的直径小于公称直径一级(3㎜),当板叠大于5层时,小于公称直径二级(6㎜)。

四、钻孔时常用平钻头,钻不透孔用尖钻头。当板叠较厚,直径较大,或材料强度较高时,则应使用可以降低切削力的群钻钻头,便于排屑和减少钻头的磨损。
五、长孔可用两端钻孔中间氧割的办法加工,但孔的长度必须大于孔直径的2倍。
六、钢结构件钻孔时高强度螺栓孔应采用钻孔。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1